较好的黏合应该是涂抹在波型瓦楞纸板和面巾纸间的粘合剂通过高温烘烤快速糊化后,纸与粘合剂坚固融合,经专业设备和配件把它脱离时,撕破的应该是纸张化学纤维,而不应是粘合剂松掉。
瓦线所使用的粘合剂,在配置过程当中,主要控制粘合剂的固态含量、糊化温度和粘度。
瓦线粘合剂三大性能指标详细说明
固态含量就是指木薯淀粉、氢氧化钠、生胶专用型防潮剂、硼沙在粘合剂里的含量,主要指木薯淀粉的使用量,淀粉的含量多,固态含量也高。在使用中调整一下涂胶辊间隙,就能提高时速,增加产量,与此同时有利于烘干处理。配置粘合剂的固态含量约为粘合剂总数的20%左右为宜。
糊化温度就是指粘合剂在生与熟临界值温度,当粘合剂的糊化温度低时,在生产工艺流程中常消耗热量就少了,因此能提高时速。
粘度指的是在生产制造使用中粘合剂流动水平。要求粘合剂低粘度,其实也就是为了能在使用过程中有较好的流通性。能提高初粘性。配置熟浆是防止粘合剂粘度的关键所在。一要严格控制搅拌时间,当搅拌时间不够时,粘合剂的粘度不稳;二要掌握好氢氧化钠以及其它原材料的配制。仅有恰到好处把握粘合剂的固态含量、糊化温度和粘度的相对关系,才可以设计出性价比高的粘合剂,进而确保在生产工艺流程中较好的黏合。
瓦线粘合剂制作过程中的基本原则规定
生产过程中,植物胶的粘度与温度、氢氧化钠使用量正相关。在使用中,植物胶的粘度与温度、拌和速率反比。为防止在使用中胶粘度减少太快,尽量避免胶体溶液循环系统及温度的提升(怎样将循环的齿轮油泵改成打气泵,把大循环系统改成循环赛)。
1、单面机及三层线生产制造应用粘合剂粘度保持在:20-50秒(涂4杯)。
2、五层及七层线生产制造应用粘合剂粘度保持在:50-90秒,突发情况,根据需求调整粘合剂粘度。
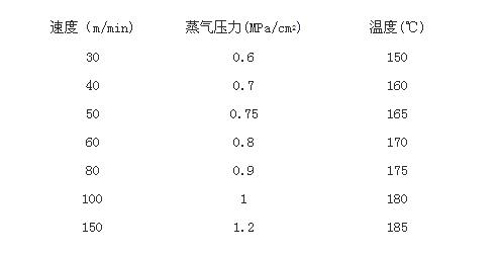
瓦楞纸板生产线速度和蒸汽压力及温度之间的关系(如表)
如何定位瓦线时速与粘合剂特性
单层瓦楞机车速太快,要了解波形瓦愣愣峰里的着合模力,这时候的粘合剂固态含量要求严格,否则影响黏合实际效果。
单层瓦楞机时速太慢,会大大增加波形瓦愣愣峰的着合模力,与此同时,因为时速慢,太高的温度会让粘合剂太早干固而失去了较好的黏合实际效果,乃至拿手一拍便可胶开。
双面机车速太快会导致波形瓦愣愣峰着合模力降低,并且由于过快的时速,使热耗费扩大,温度减少,粘合剂糊化不太好,导致粘合异常。
双面机时速太低会让波型瓦楞纸板楞峰涂胶量增加,温度汇聚而过多烤制瓦楞纸箱,使粘合剂构造受到破坏,导致瓦楞纸箱松脆。
瓦线粘合剂制作过程中的基本原则规定
在设计粘合剂时,严格按照操作流程和工艺标准生产制造,同时考虑到各种各样条件的限制,以确保瓦楞纸箱的粘接功效。 一般需要注意以下原则:
1、所使用的原料采购品质需有确保
2、加料时各种各样原料采购计量检定要正确
3、尽可能使用好一点的水体
4、确保制做环境与场地适宜的温度
5、确保适度的粘度
6、确保适度的含量
7、制成品粘合剂并没有沉淀
8、制成品粘合剂在存放和使用时粘度基本没有变化
9、确保生产中有较好的初粘性、透水性
咨询热线
18321653110定做电话:谢经理 18321653110
联系邮箱:hello@zxpkg.com
公司地址:江西省宜春市樟树市洋湖乡东阁粮站8号楼